
چاپگر سه بعدی خود را در یک تست استرس قرار دهید تا ببینید آیا برای چاپ های سخت تر آماده است یا خیر.
دستیابی به پرینت سه بعدی عالی چالش برانگیز است، به خصوص اگر طراحی دقیق باشد. تنظیم دقیق چاپگر سه بعدی و تنظیمات اسلایسر برای دستیابی به نتایج دلخواه بسیار مهم است. انجام این تنظیمات به صورت دستی دشوار است تا زمانی که از چاپ آزمایشی مانند بنچی سه بعدی استفاده نکنید. این طراحی منحصر به فرد می تواند به شما کمک کند قابلیت های دستگاه خود را ارزیابی کنید، تنظیمات را برای طرح های خاص خود بهینه کنید و از نتایج برای دستیابی به نتایج عالی استفاده کنید تا تنظیمات خود را تغییر دهید.
مروری بر یک نیمکت سه بعدی
بنچی اصلی سه بعدی در سال ۲۰۱۴ توسط Creative Tools ساخته شد. این برای نمایش توانایی ها و محدودیت های یک چاپگر سه بعدی، به علاوه نشان دادن نحوه دستیابی به تنظیمات مناسب ساخته شده است. شما می توانید مدل را از وب سایت رسمی 3D Benchy دانلود کنید که در آن چندین گزینه برای دانلود رایگان طرح مشاهده خواهید کرد.
کاربران قرار است مدل را در مقیاس ۱:۱ بدون هیچ گونه پشتیبانی چاپ کنند و شکل کلی به گونه ای است که می تواند هر چاپگر سه بعدی را در طول فرآیند چاپ سه بعدی به چالش بکشد زیرا قابلیت های هر قسمت را آزمایش می کند.
سطوح عقب و جلو موازی هستند و یک سوراخ استوانه ای در بالای آن وجود دارد. نمای جلوی مستطیل شکل نیز وجود دارد و سطوح داخلی آن موازی هستند. در طرفین دو پنجره استوانه ای شکل و در طرفین حروف و علائم اکسترود شده در ۰.۱۰ میلی متر است.
پرینت سه بعدی بنچی

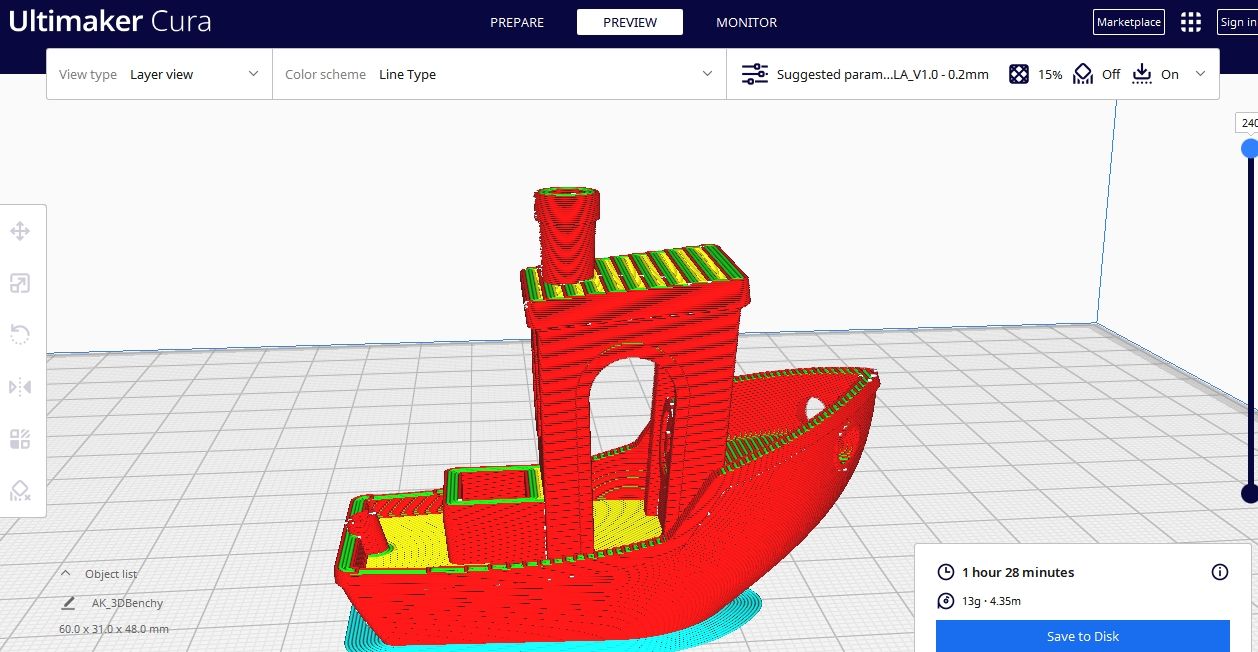
پس از دانلود فایل ها، باید آنها را بدون هیچ گونه تنظیمی چاپ کنید تا بتوانید نحوه عملکرد چاپگرتان با آنها را مشاهده کنید. تنظیمات توصیه شده عبارتند از:
- مقیاس: ۱:۱ (فایل STL در صورت عدم تغییر اندازه ۶۰.۰۰ میلی متر است)
- سرعت اکستروژن چاپ: تا ۵۰ میلی متر بر ثانیه
- سرعت سفر چاپ: تا ۱۵۰ میلی متر بر ثانیه
- قطر نازل چاپ: ۰.۴ میلی متر بر ثانیه
- ارتفاع لایه: ۰.۲ میلی متر
- پر کردن: ۱۰%
به طور متوسط، فرآیند چاپ سه بعدی حدود یک ساعت طول می کشد. پس از اتمام، می توانید به عیب یابی چاپگر ادامه دهید.
کیفیت کلی چاپ خود را بررسی کنید
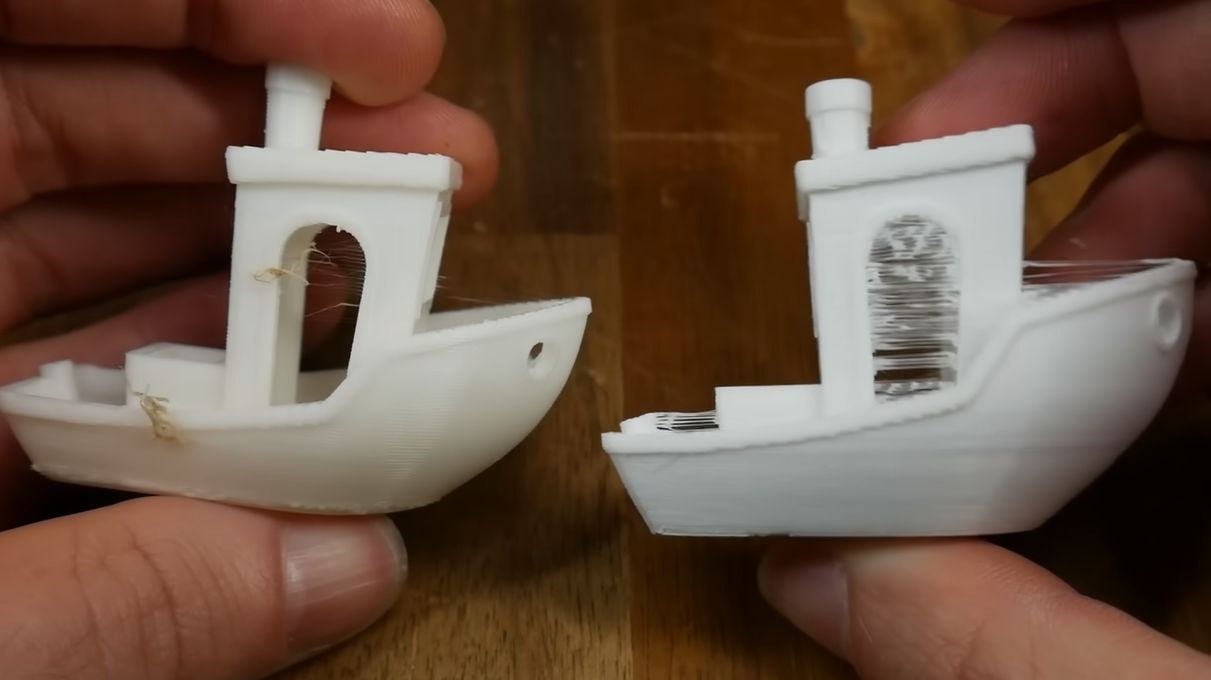
ابتدا باید بررسی کنید که آیا طرح آنطور که در نظر گرفته شده است یا خیر. اگر همه چیز خوب است، نباید مشکلاتی مانند بند و ایراد در طرفین با اورهانگ داشته باشید. تمام جزئیات باید نشان دهند که یک بنچی سه بعدی عالی است. برای مثال، اگر متوجه شدید که دارای رشته های چاپ سه بعدی در اطراف طرح است، به این معنی است که تنظیمات پس زدن شما با مشکل مواجه شده است.
می توانید فاصله و سرعت جمع شدن را از اسلایسر خود تنظیم کنید و ببینید آیا مشکل را برطرف می کند یا خیر.
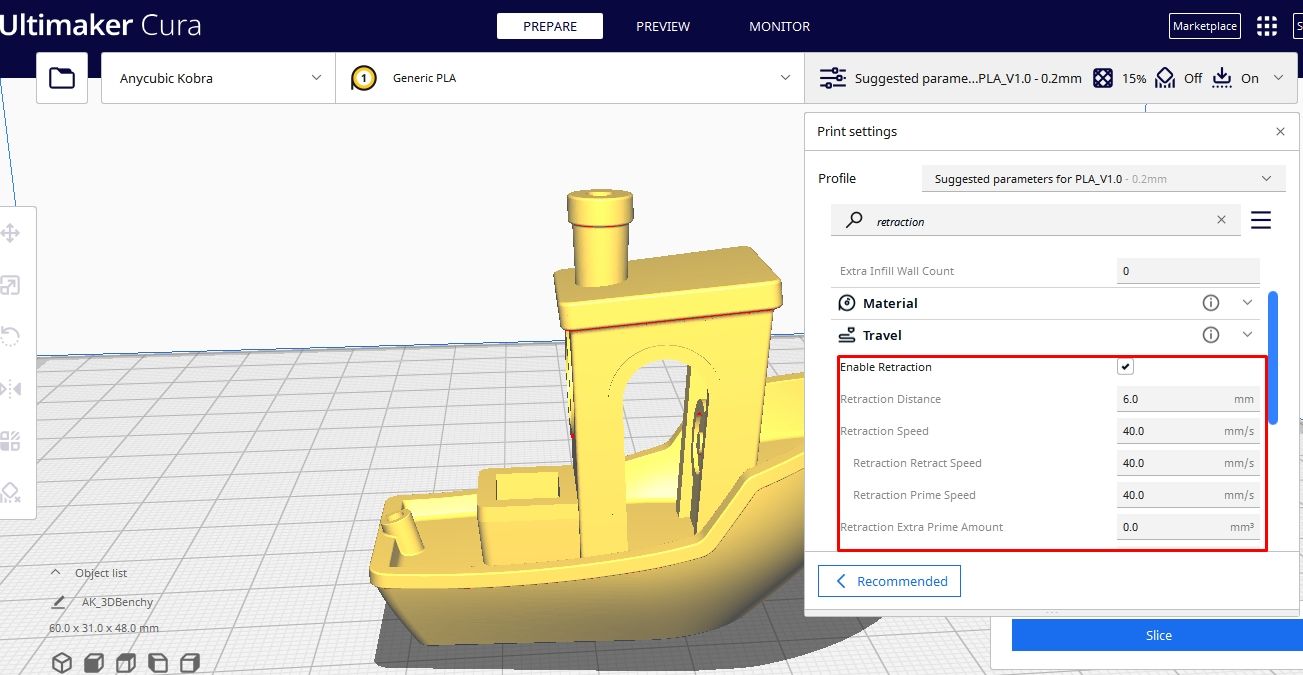
علاوه بر این، چاپ در دمای بالا می تواند باعث ایجاد رشته شود و باید با تنظیمات بازی کنید تا مقدار بهینه را پیدا کنید. علاوه بر این، قبل از چاپ باید فیلامنت خود را با استفاده از خشک کن فیلامنتی خشک کنید تا از چنین مشکلاتی جلوگیری شود.
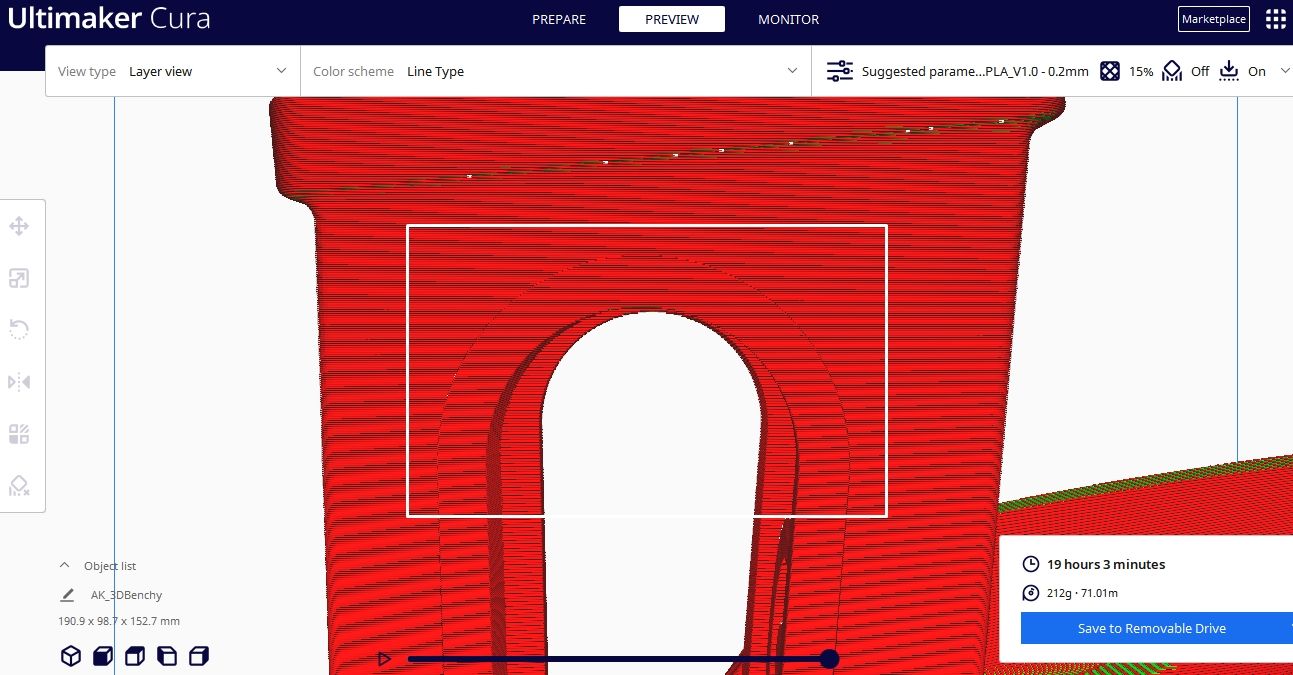
علاوه بر این، باید بررسی کنید که چگونه چاپگر قطعاتی را که مستعد تاب برداشتن هستند، مانند جلو، عقب، و همچنین پنجرهها و دایرههای مستطیلی چاپ میکند (این بخشها دارای برآمدگیها و پلها هستند). به عنوان مثال، برای اینکه چاپگر قسمت زیر را بدون مشکل چاپ کند، باید به خوبی تنظیم شود.
در زیر مقایسه ای بین دو بنچی سه بعدی وجود دارد، یکی که به درستی تنظیم شده است و دیگری نه. سمت راست دچار تاب خوردگی شده است.
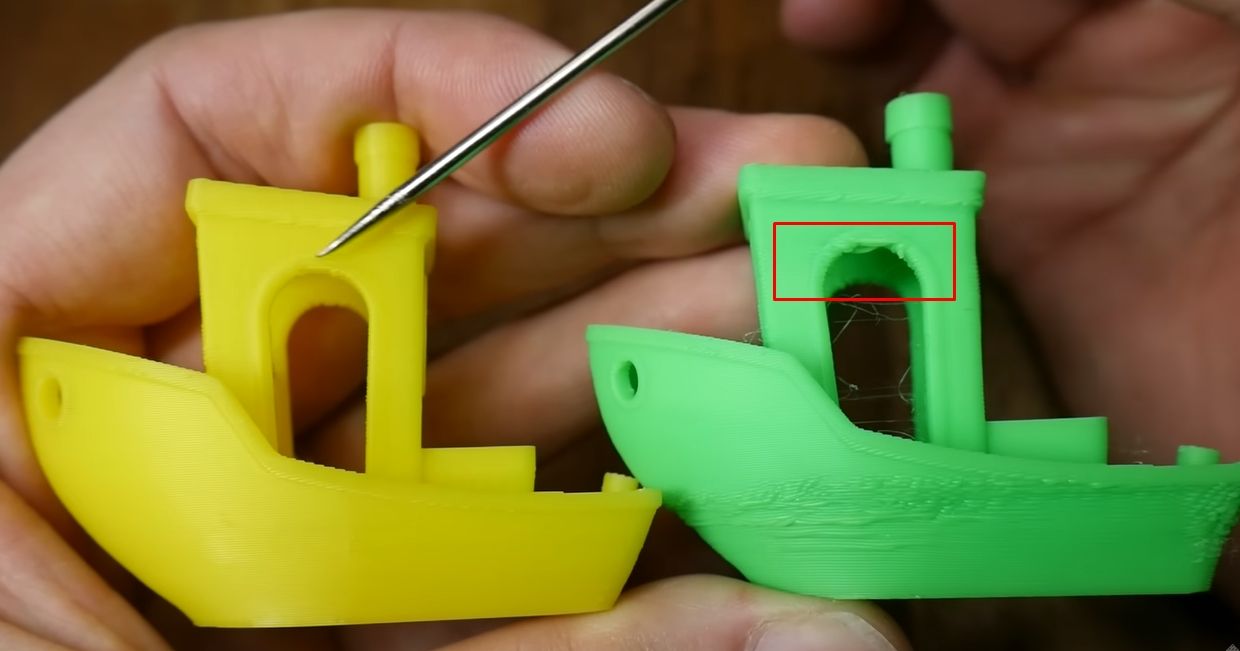
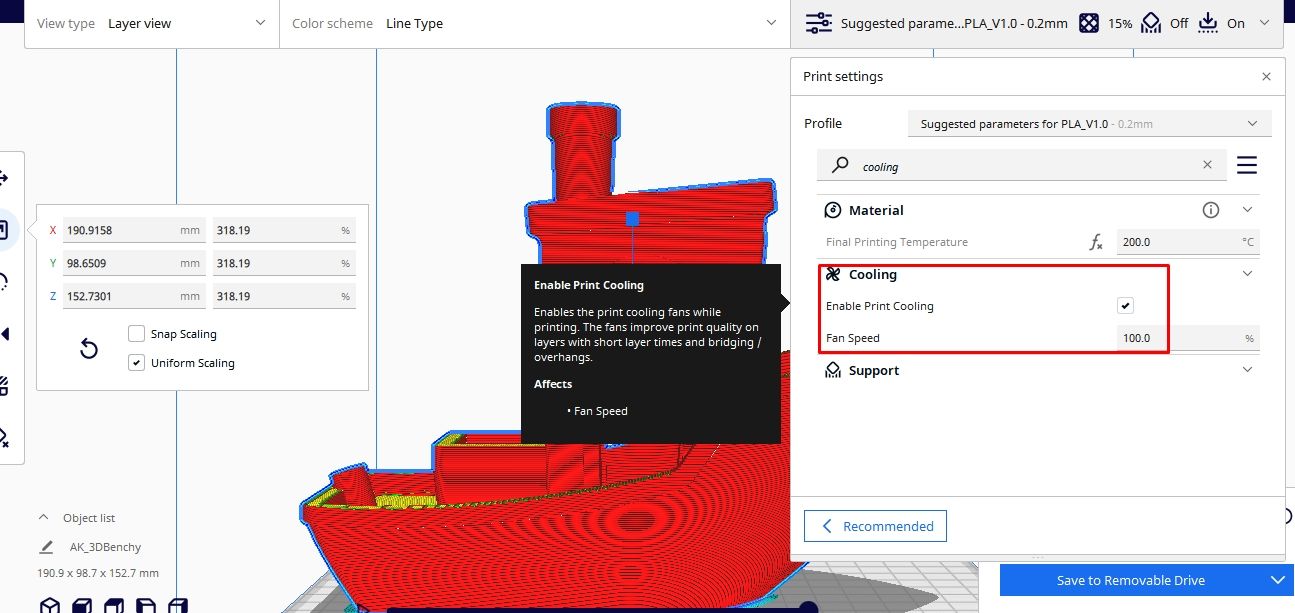
برای رفع این مشکل، خنک کننده کافی را در نظر بگیرید تا فیلامنت هنگام جابجایی از یک بخش به بخش دیگر، فرصتی برای افتادگی نداشته باشد. اطمینان حاصل کنید که گزینه Enable Print Cooling علامت زده شده باشد و مقدار سرعت فن در ۱۰۰٪ باشد (یا می توانید آن را برای بدست آوردن مناسب ترین مقدار برای چاپگر خود تنظیم کنید).
اگر در قسمت جلوی طرح تاب برداشته شد، از صفحه ساخت گرم شده استفاده کنید و مطمئن شوید که قبلاً به خوبی تراز شده است. همچنین می توانید چسبی مانند چسب بزنید زیرا به چاپ کمک می کند تا محکم به صفحه ساخت بچسبد.
کاهش سرعت چاپ این مشکلات را نیز برطرف می کند، زیرا مواد قبل از اینکه نازل به موقعیت بعدی برود زمان کافی برای خنک شدن دارد.
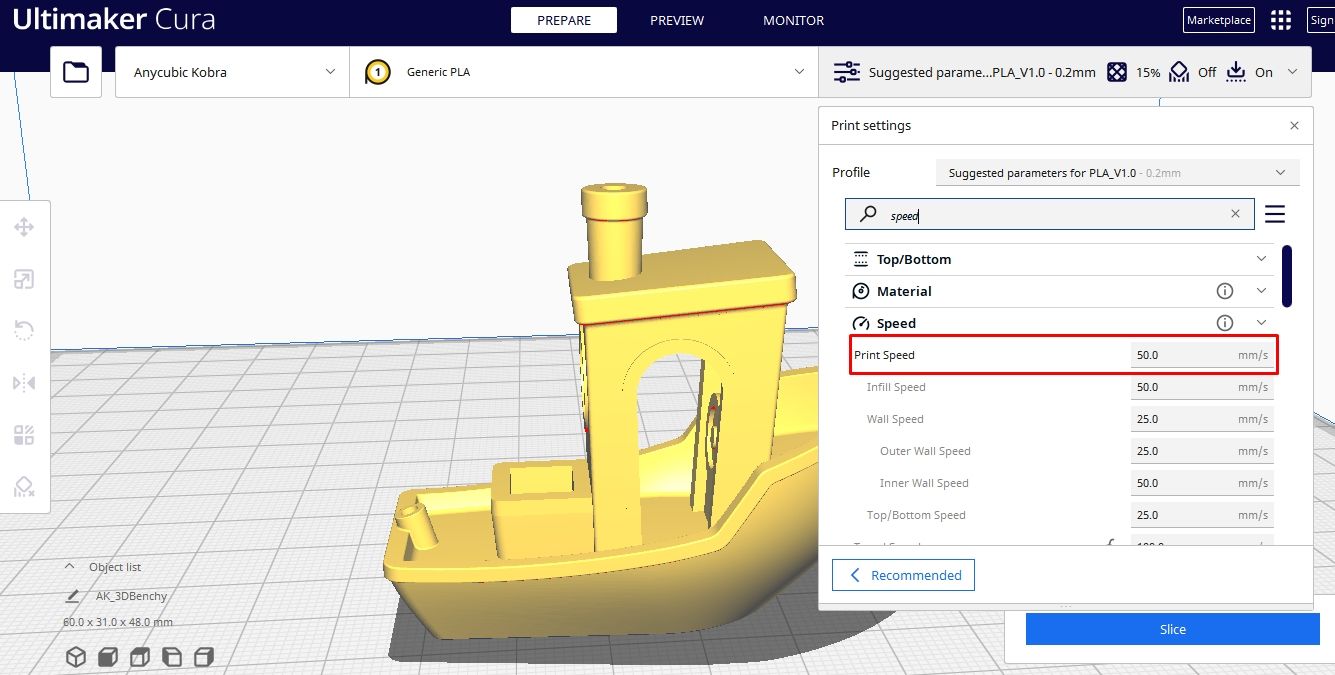
سرعت پیشفرض در اسلایسرهایی مانند Cura ۵۰ میلیمتر بر ثانیه است و میتوانید آن را پایین بیاورید و ببینید عملکرد آن چگونه است.
دقت دستگاه خود را بررسی کنید
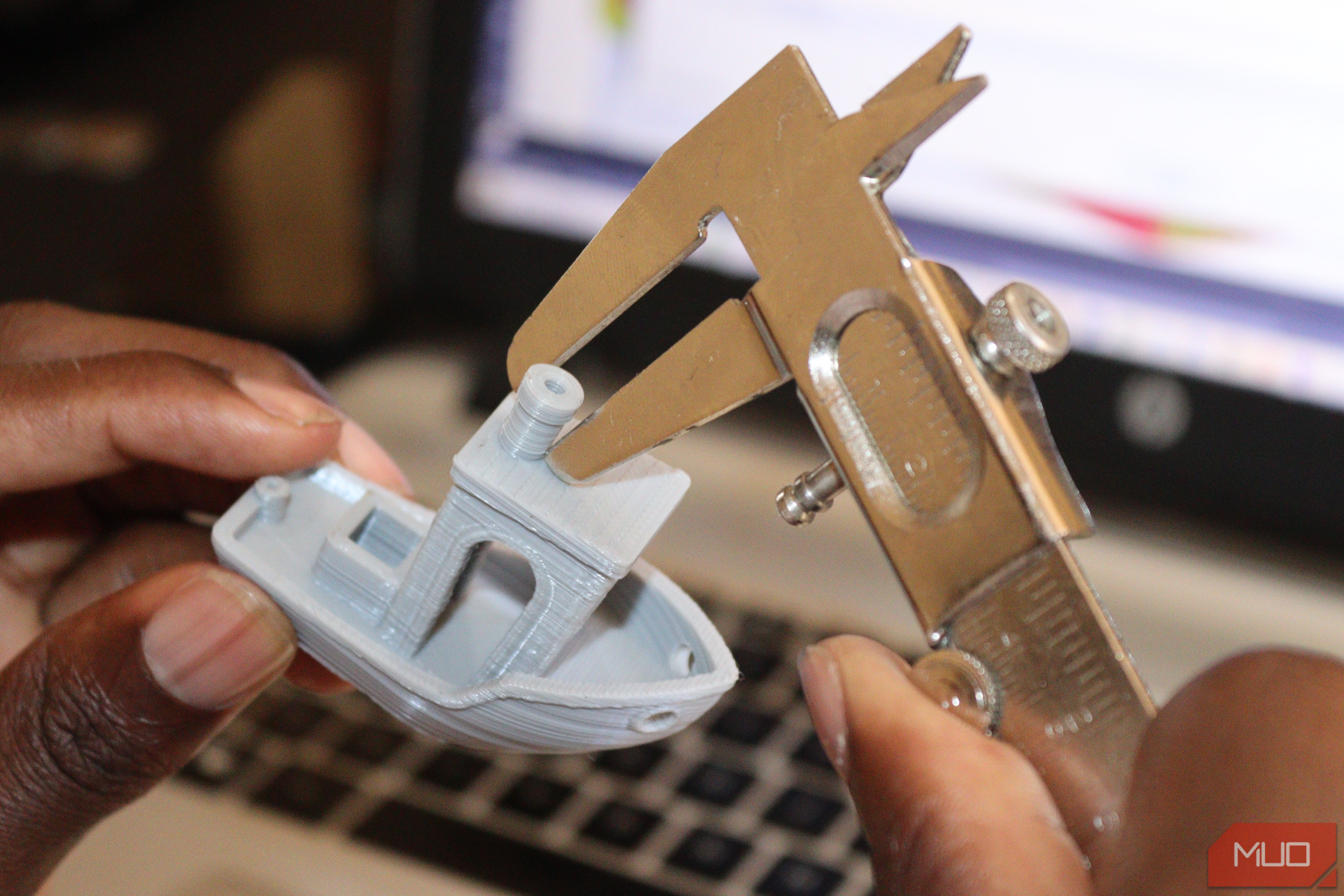
شما باید طرح را با استفاده از کولیس ورنیه اندازه گیری کنید و ببینید که آیا مقادیر همه ابعاد همانطور که قرار است باشند یا خیر. اندازه گیری های مورد انتظار از ابعاد قطعات مدل به شرح زیر است:
- سطوح جلو و عقب سقف: باید موازی همدیگر باشند و اندازه آنها ۰۰/۲۳ میلی متر باشد.
- قسمت بالای بیرونی دودکش و سوراخ استوانه ای: قطر هر کدام باید ۳.۰۰ و ۷.۰۰ میلی متر باشد.
- طول از کمان تا عقب: باید ۶۰.۰۰ میلی متر باشد.
- عرض از پورت تا سمت راست: اندازه کلی باید ۳۱.۰۰ میلی متر باشد.
- ارتفاع از پایین به بالا: باید ۴۸.۰۰ میلی متر باشد و فاصله بالای جعبه تا پایین باید ۱۵.۰۰ میلی متر باشد.
- ابعاد جعبه: عرشه باید ۱۲.۰۰ میلی متر و ۱۰.۸۱ میلی متر در خارج و ۸.۰۰ میلی متر و ۷.۰۰ میلی متر در داخل باشد. عمق باید ۹.۰۰ میلی متر باشد.
- جلوپنجره مستطیلی: ابعاد آن باید ۱۰.۵۰ میلی متر و ۹.۵۰ میلی متر باشد.
- علامت و حروف کوچک: حروف روی پشت باید ۰.۱۰ میلی متر اکسترود شوند.
- قاشق عصایی بلند چگونه: باید روی صفحه افقی ۴۰ درجه آویزان داشته باشد.
اگر تمام موارد فوق را اندازه گیری کنید و مقادیر دقیق را پیدا نکنید، دستگاه خود را به درستی کالیبره نکرده اید. کالیبره کردن دقیق چاپگر سه بعدی شما هنگام چاپ طرح هایی با جزئیات ظریف و ساختارهای پیچیده مفید است.
کیفیت لایه اول را بررسی کنید
بررسی کنید که قسمت پایین چاپ شما چگونه به نظر می رسد تا بدانید چاپگر شما چگونه لایه اول را چاپ می کند. این مهم است زیرا اولین لایه پایه و اساس کل چاپ است و کیفیت کلی طرح را تعیین می کند. حروف باید به خوبی دیده شوند و سایر قسمت ها صاف باشند.

اگر متن به خوبی قابل مشاهده نیست، به این معنی است که نازل شما باید بیش از حد به لایه اول نزدیک باشد، و این باعث میشود که فیلامنت پهنتر از حد انتظار شود و متن را دیده نشود، همانطور که در زیر نشان داده شده است.

دمای بالا همچنین می تواند باعث مشکلات لایه اول شود. باید آن را تنظیم کنید تا زمانی که تنظیمات صحیح را پیدا کنید.
علاوه بر این، اگر بین متن ها فاصله دیدید، به این معنی است که نازل شما از تخت فاصله دارد و باید آن را کمی پایین بیاورید.
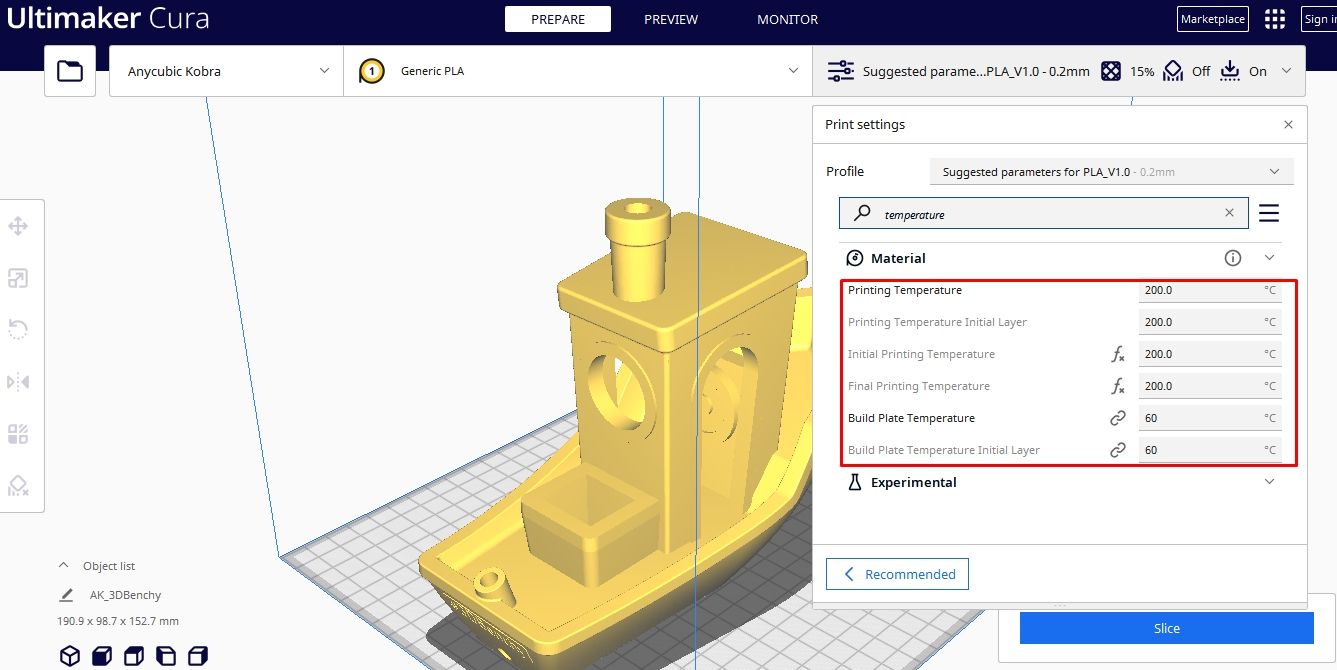
بررسی کنید که چگونه چاپگر دما و سرمایش را کنترل می کند
باید بررسی کنید که بدنه Benchy 3D چگونه پرینت شده است و اگر مشکلی وجود دارد به این معنی است که کنترل دما و خنک کننده مشکل دارد. اگر دما بالاتر باشد و سرمایش به اندازه کافی خوب نباشد، مانند شکل زیر، حبابها، سطوح ناهموار، شکافها و حفرههایی را خواهید دید که روی سطح طرح شکل میگیرند.

باید دما، قسمت خنککننده و سرعت چاپ سهبعدی را روی دستگاه برشکن تنظیم کنید تا یک روکش صاف داشته باشید.
بررسی کنید که چگونه چاپگر با جزئیات پیچیده و ظریف برخورد می کند
در پشت نیمکت، یک سوراخ کوچک وجود دارد که سوراخ دیگری از داخل به سمت بالا بیرون زده و شکلی چرخ مانند در داخل آن وجود دارد. اگر چاپگر سه بعدی خود را به درستی تنظیم کرده اید، باید بتواند این جزئیات را به خوبی چاپ کند. اگر سوراخ ها کوچکتر از حد انتظار هستند، باید کالیبراسیون اکسترودر خود را در نظر بگیرید. همچنین، میتوانید تنظیمات اسلایسر را برای به دست آوردن حفرههای عالی تنظیم کنید. به عنوان مثال، در Cura، میتوانید تیک تنظیمات Remove All Holes موجود در تنظیمات Mesh Fixes را بردارید.
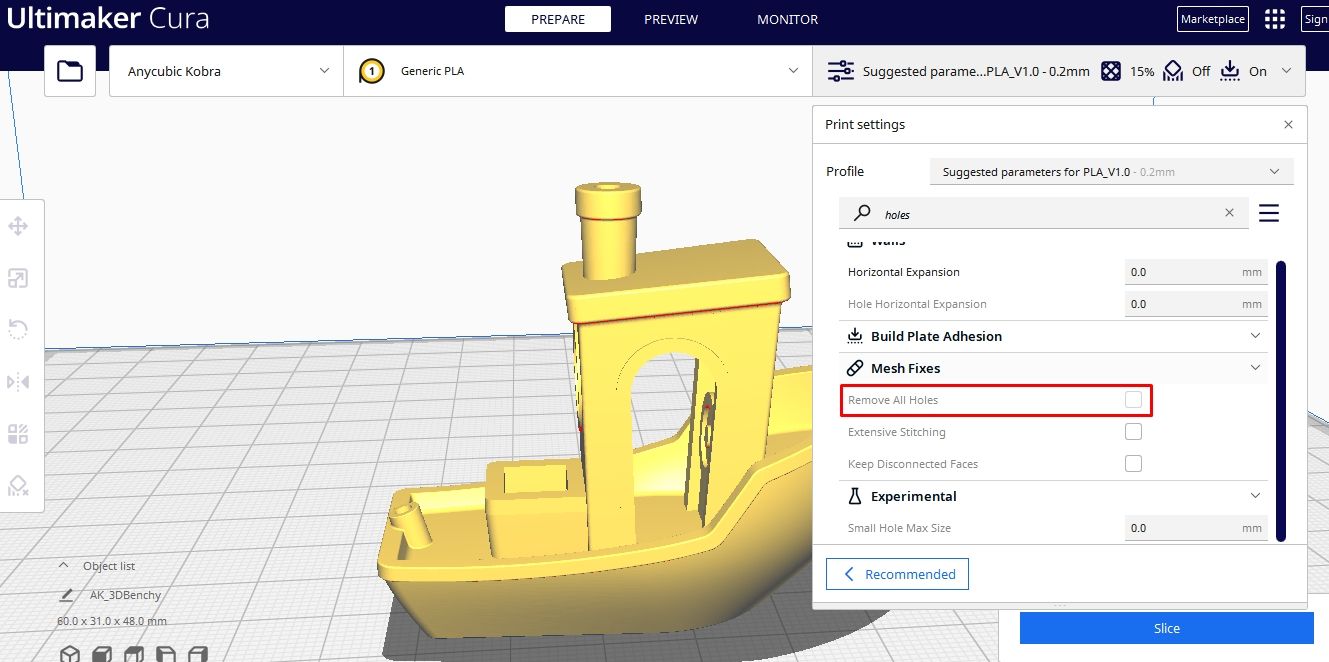
این به جلوگیری از برداشتن سوراخ ها توسط چاپگر کمک می کند حتی اگر آنها بخشی از طراحی باشند. علاوه بر این، باید تیک گزینه Make Overhang Printable را که در قسمت Experimental وجود دارد بردارید.
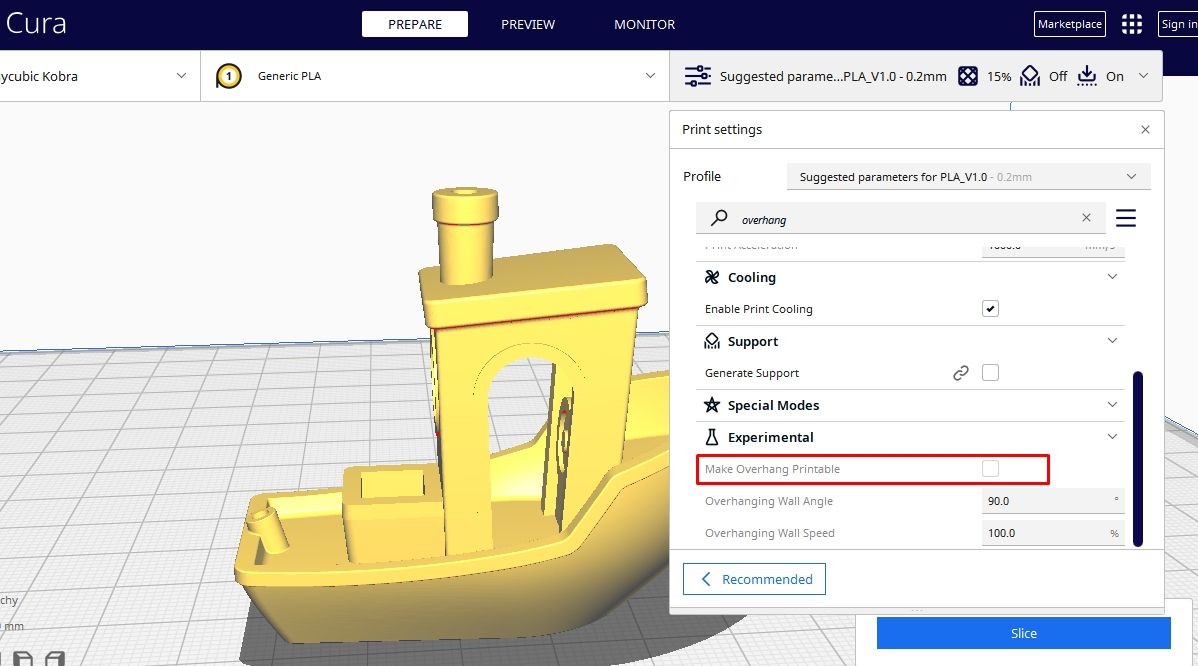
این کار باعث می شود که Cura نتواند هندسه طرح را تغییر دهد و تمام فضاها و سوراخ ها در قسمت اصلی خود باقی بمانند.
توانایی چاپگر سه بعدی خود را با یک نیمکت سه بعدی آزمایش کنید
اگر چاپگر سه بعدی خود را به تازگی دریافت کرده اید، یا قصد چاپ یک مدل دقیق را دارید، ضروری است که یک چاپ آزمایشی انجام دهید تا بتوانید دستگاه خود را آماده کنید تا مطمئن شوید که طرح شما همانطور که در نظر گرفته شده است. اگرچه چاپ های آزمایشی زیادی وجود دارد که می توانید از آنها برای تنظیم دقیق چاپگر خود استفاده کنید، Benchy سه بعدی ترجیح داده شده است زیرا می توانید از آن برای آزمایش تنظیمات مختلف و رفع هر مشکلی قبل از شروع فرآیند چاپ سه بعدی واقعی استفاده کنید. این باعث صرفه جویی در وقت و موادی می شود که اگر مستقیماً به سمت چاپ مدل می رفتید، هدر می دادید.